-
Metalbor
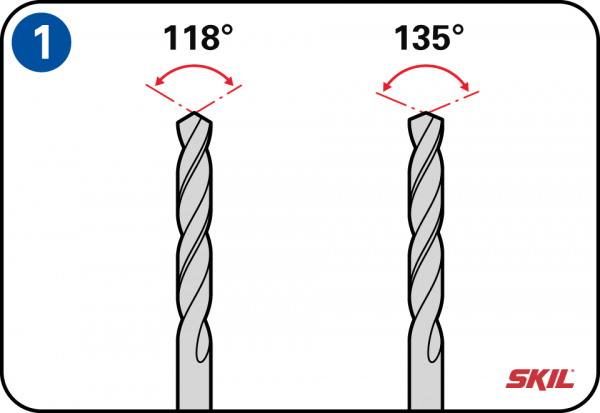
Kendetegnende for metalbor er deres skarpe spids, der er nødvendig for at bore gennem metal. Metalbor har samme diameter i hele deres længde, og spidsen er normalt slebet i en vinkel på 118°. Disse bor omtales blandt fagfolk også som HSS-bor (hurtigstålbor) på grund af den benyttede legering. HSS-bor til boring i hårde metaller som rustfrit stål har en lidt stumpere (fladere) spids med en vinkel på 135°, hvilket sikrer god centrering, når du starter boremaskinen. Disse bor fremstilles af HSS-stål legeret med 5 % cobalt, og de skal afkøles med boreolie.
-
Dannelse af spåner ved boring
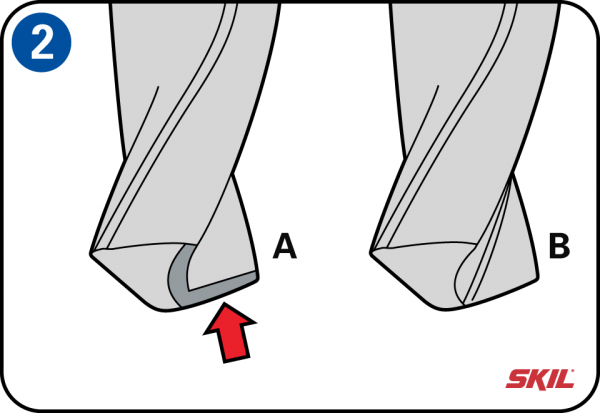
Ved boring i metal opstår der lange spåner (ved bløde metaller som f.eks. messing) eller korte spåner (ved hårde metaller som f.eks. jern og stål). Til hver af disse kategorier findes der særlige bor. Skærekanter af bor til bløde metaller er flade (A). Det sikrer, at borene ikke så nemt sætter sig fast i metallet, og det gør dem velegnede også til andre bløde materialer som polyamid og andre plasttyper. Skærekanter af bor til hårde metaller er skarpe (B).
-
Boring af tykke borekanaler
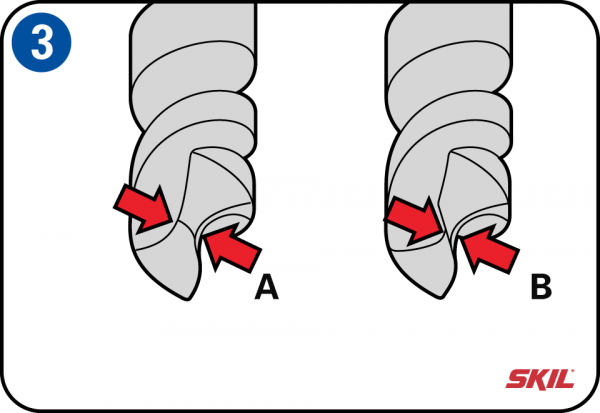
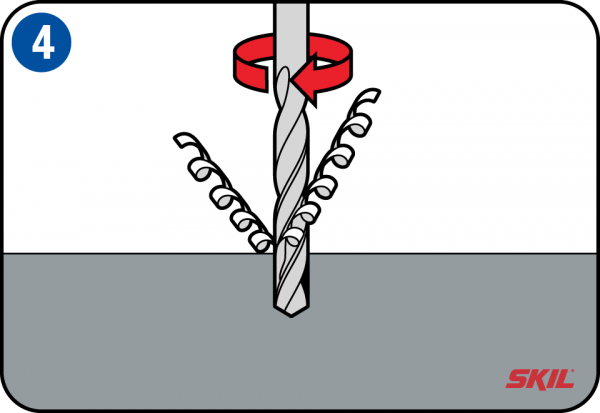
Hvis du skal bruge huller med stor diameter i metal, anbefales det at forbore med et tyndere bor. På den måde arbejder det tykke bor mere effektivt og risikerer ikke så nemt at skride. Om nødvendigt kan man forbore ad flere omgange med stadig stigende diameter.
Ved forboring skal diameteren af det tyndeste bor (B) være mindst lige så stor som kernen i det tykkeste bor (A). Borets kerne er den korteste afstand mellem de to skærekanter. -
Borehastighed
For høj omdrejningshastighed er en typisk fejl. Jo hårdere materiale der skal bores i, desto lavere skal borets omdrejningshastighed være. Hvis du f.eks. vil bore et 8 mm hul i messing, skal du benytte en omdrejningshastighed på 2500 min#-1. I rustfrit stål, der er et langt hårdere materiale, skal omdrejningshastigheden helt ned på 800 min#-1. Et tegn på, at omdrejningshastigheden er i orden, er, at der dannes lange spåner.
-
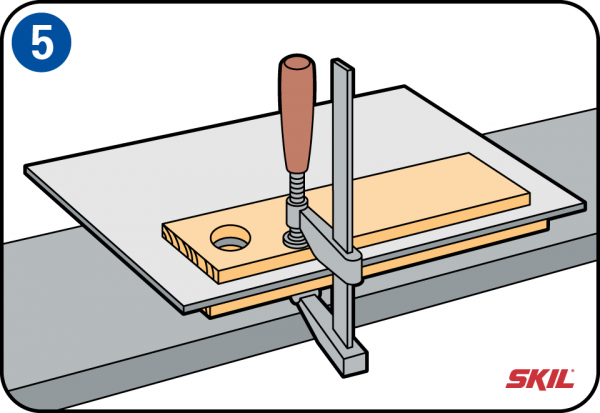
Boring i blik
Hvis du skal bore et hul i blik (tynd metalplade), må du eller din hjælper aldrig holde blikket med hænderne. Når boret kommer ud på modsat side, er der risiko for, at blikket går i indgreb med boret og bliver revet ud af hånden på dig eller din hjælper. Det anbefales derfor at fastgøre blikket med tvinger mellem to brædder. Så er risikoen for medrivning mindre. På den måde bliver der også færre grater, så emnet ikke skal efterbehandles så meget.
-
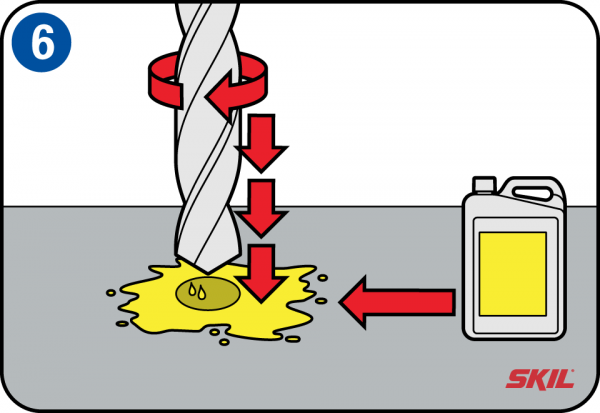
Husk at smøre boret
Ved boring i jern eller stål er det vigtigt at benytte mindst mulig kraft. Lad boremaskinen gøre arbejdet! Benyt boreolie til at smøre og afkøle boret. Når boret er næsten igennem metallet, skal du lade det komme meget langsomt ud på den modsatte side. På den måde opstår der færre grater omkring udgangsåbningen.
-
Boring i metalrør
Hvis du borer i et metalrør, så sørg for at fastgøre emnet forsvarligt. Det optimale er at benytte en søjleboremaskine og en skruestik. Hvis røret er tyndvægget, kan du forebygge røret i at blive klemt sammen under boringen ved at anbringe et cylindrisk stykke træ i røret. Også her gælder: Lad boremaskinen gøre arbejdet og pas på ikke at trykke for hårdt.